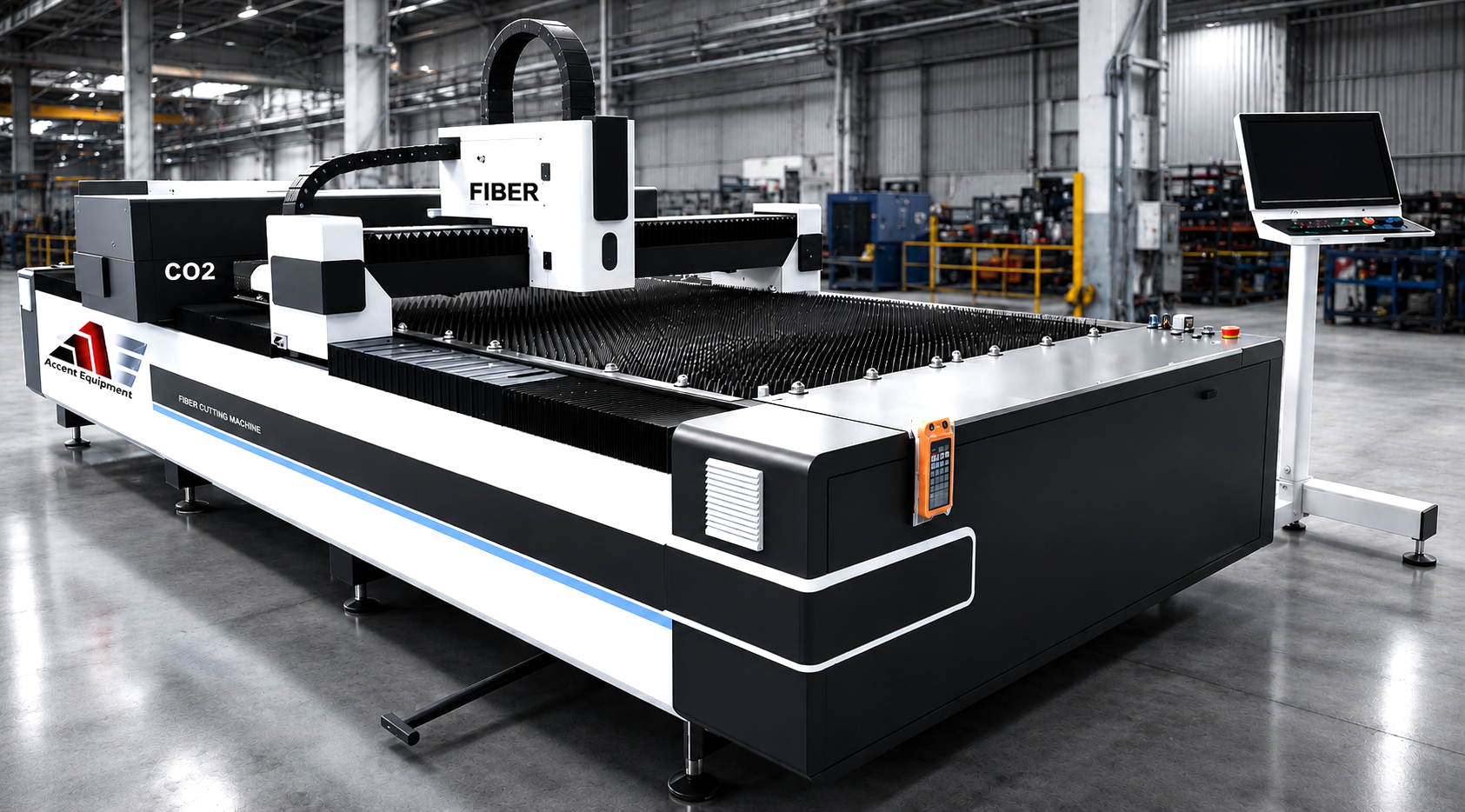
Dual Gantry 500W CO2 & 3000W or 6000W Fiber Laser Cutter
For cutting metals and non-metals
Dual Gantry CO2 and Fiber Laser Cutter
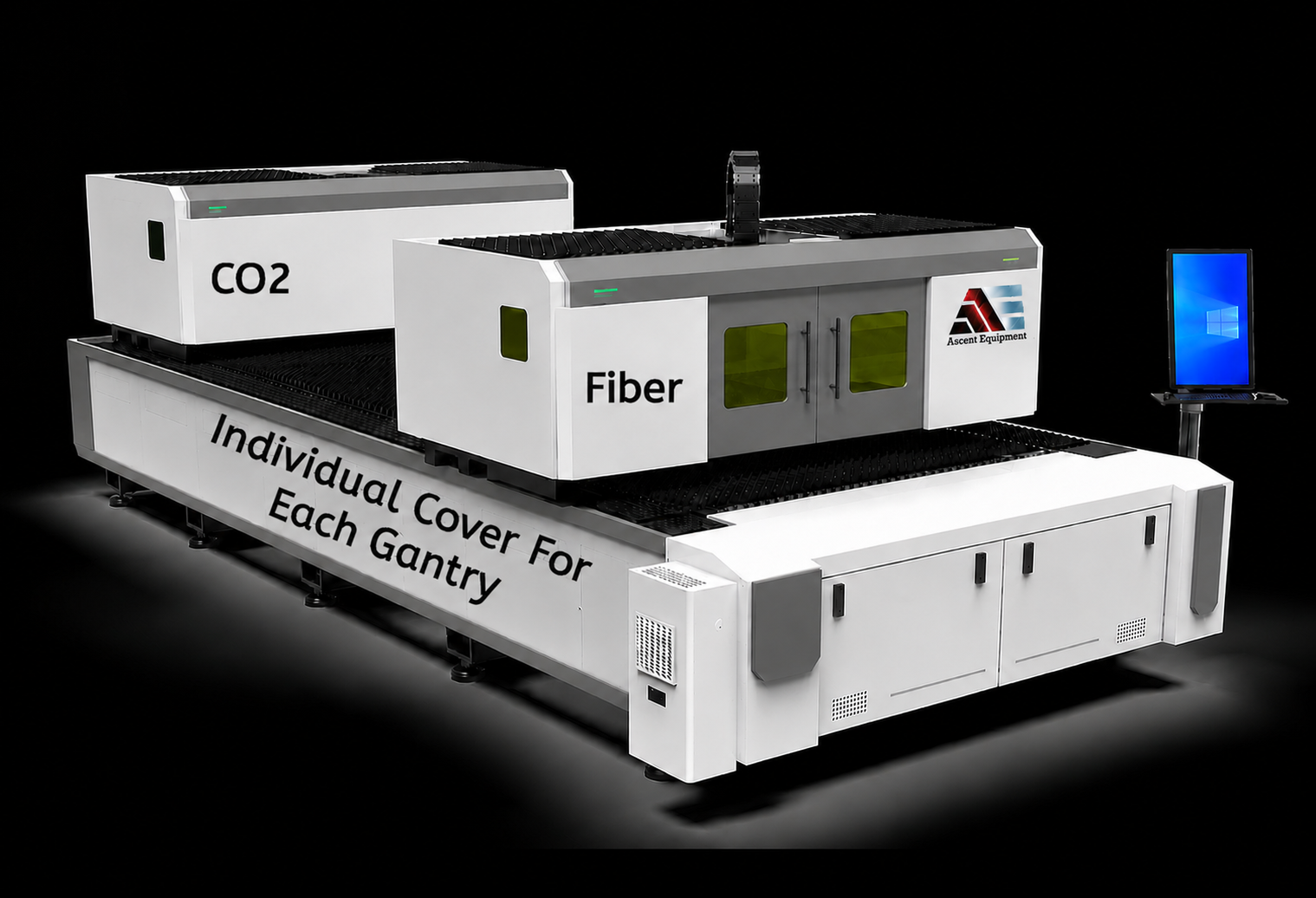
A separate gantry for CO2 and fiber, allowing for the simultaneous processing of two different materials. CO2 500W (cuts acrylic up to 1"), Fiber 3000W or 6000W (works with aluminum, stainless steel, and other metals). Working area: 5' × 10' or 6' × 12' (option: covered or laser-control partitions).
- 500W CO2 source for non-metals (acrylic up to 1" thick using compressed air)
- 3000W or 6000W fiber source for aluminum, stainless, carbon steel, brass, copper
- Each gantry operates independently and simultaneously
- Working area: 5' × 10' or 6' × 12'
- Industrial computer with operational and nesting software
- Optional: smell/fume collector for CO2, debris collector for fiber
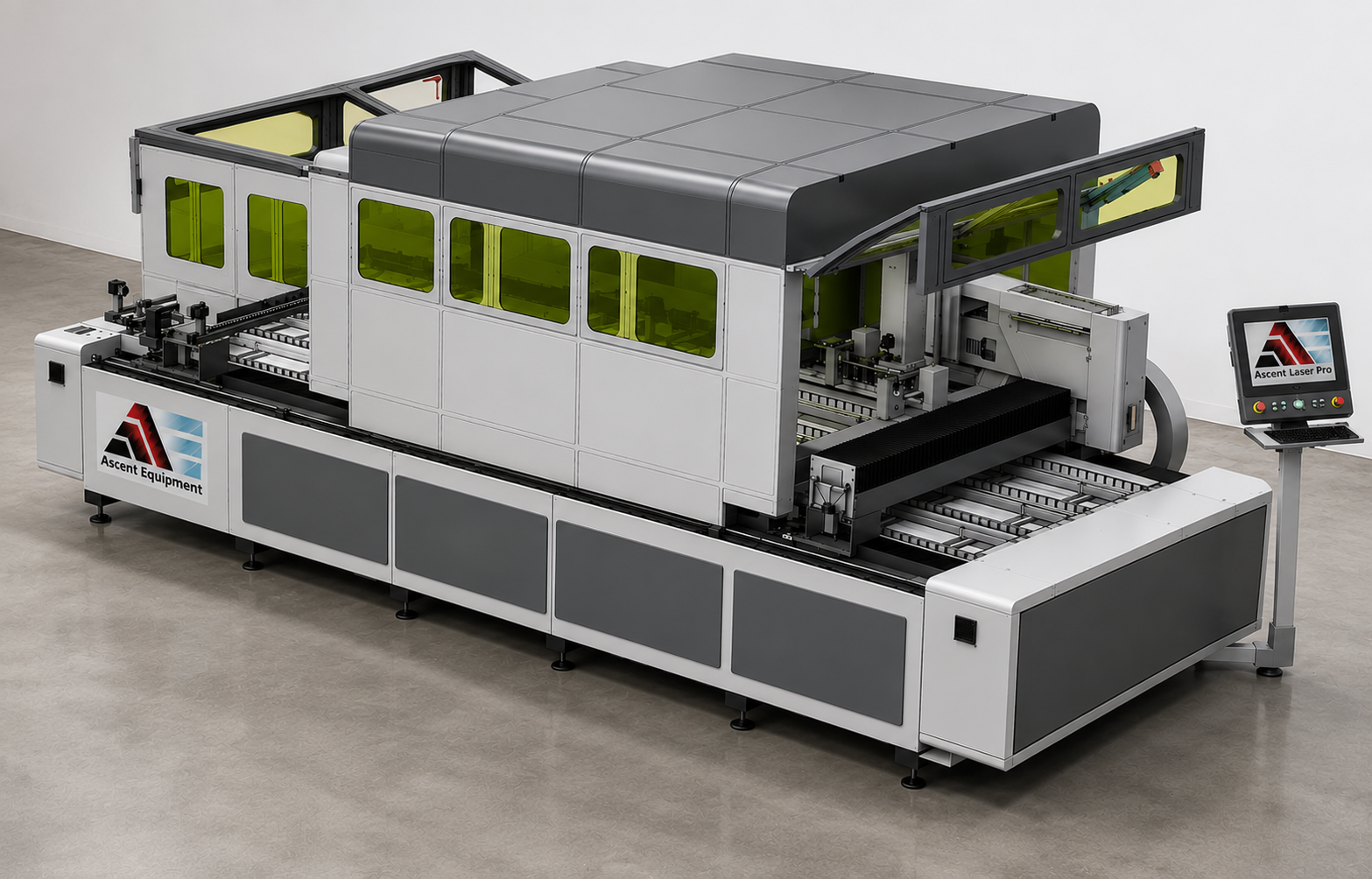
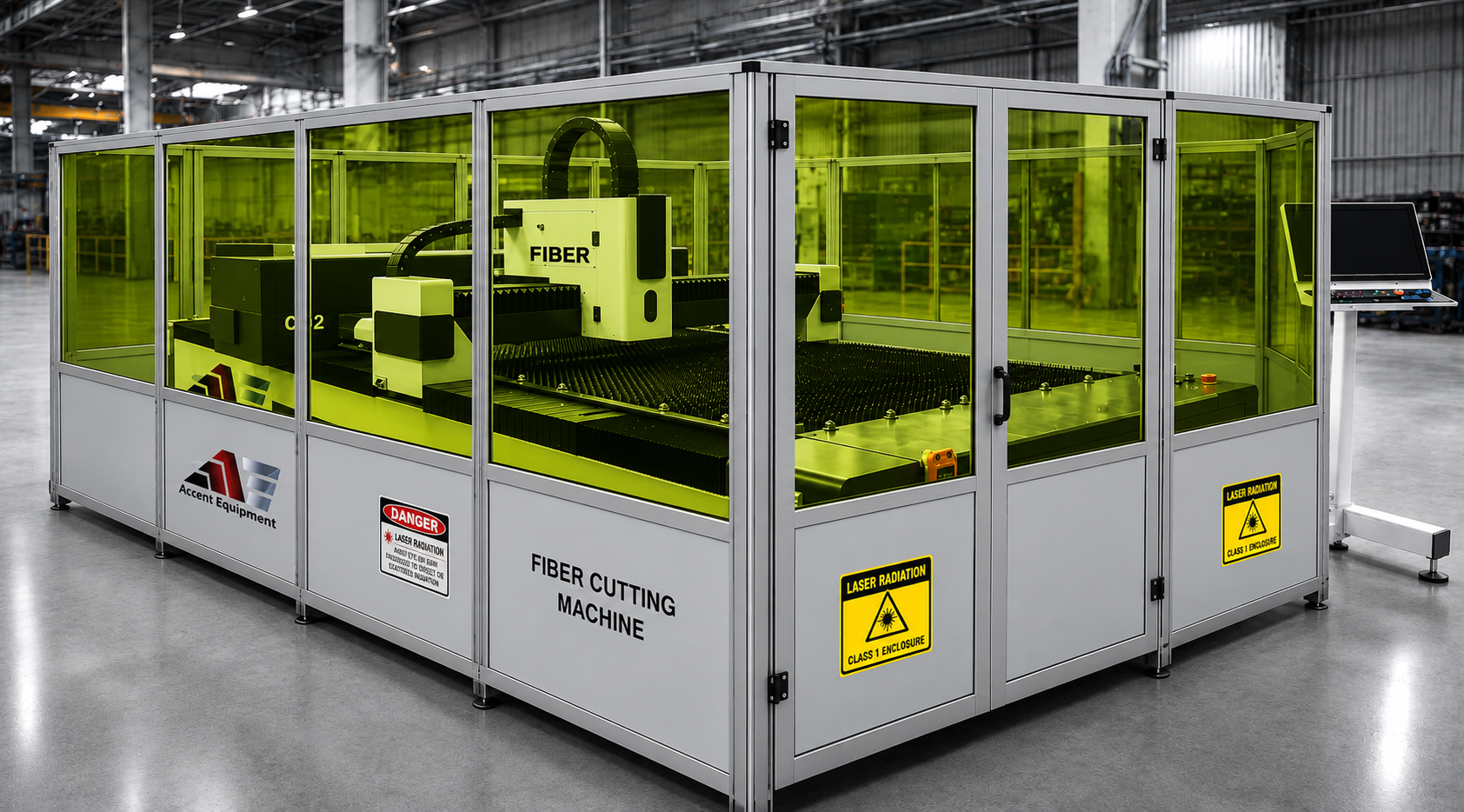
- Choice of slide covers or laser-rated partitions
- Installation and training included; support from Buffalo, Toronto and Kentucky
See it in action
Dual Gantry CO2 and Fiber Laser Cutter
A separate gantry for CO2 and fiber, allowing for the simultaneous processing of two different materials.
CO2 500W (cuts acrylic up to 1"), Fiber 3000W or 6000W (works with aluminum, stainless steel, and other metals). Working area: 5' × 10' or 6' × 12' (option: covered or laser-control partitions).
Other options:
- Smell and fume collector for the CO2 laser
- Debris collector for the fiber laser
The price includes installation and training at your place. Support from Ascent technicians in Buffalo, New York, Toronto, Ontario, or Kentucky.

Optional housing
Cutting Maximum Materials Thickness (mm / in.)*
CO2
| Power | Acrylic | MDF | Plywood | Foam | Leather | Wood board |
|---|---|---|---|---|---|---|
| 300W | 25 mm (0.98") | 15 mm (0.59") | 20 mm (0.79") | 30 mm (1.18") | 8 mm (0.31") | 25 mm (0.98") |
| 500W | 25 mm (0.98") | 15 mm (0.59") | 20 mm (0.79") | 30 mm (1.18") | 8 mm (0.31") | 25 mm (0.98") |
| 600W | 30 mm (1.18") | 20 mm (0.79") | 30 mm (1.18") | 50 mm (1.97") | 10 mm (0.39") | 35 mm (1.38") |
Fiber
Cutting gases: liquid oxygen (99.6% purity) and liquid nitrogen (99.995% purity). Because equipment configuration, water cooling, environment, nozzles, and gas pressure vary between customers, this data is for reference only. You can also download the full spec sheet (PDF).
3000W Cutting Parameters
Carbon Steel — Q235B
| Thickness mm (in) | Speed m/min (in/min) | Focus Pos. mm (in) | Cut Height mm (in) | Gas | Nozzle | Pressure (bar) | Power (W) | Freq. (Hz) | Duty (%) | Effect |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 (0.039 in) | 38~40 (1496~1575 in/min) | 0~-0.5 (0~-0.02 in) | 0.5 (0.02 in) | N2 | single layer 1.0 | 12~16 | 3000 | 5000 | 100 | Glossy |
| 2 (0.079 in) | — | — | — | — | — | — | — | — | — | — |
| 3 (0.118 in) | 4~4.2 (157~165 in/min) | 4.5~5.5 (0.177~0.217 in) | 0.8 (0.031 in) | O2 | Double layer 1.0 | 0.6~0.9 | 3000 | 5000 | 100 | Glossy |
| 4 (0.157 in) | 3.3~3.5 (130~138 in/min) | 4.5~5.5 (0.177~0.217 in) | 0.8 (0.031 in) | O2 | Double layer 1.2 | 0.6~0.9 | 3000 | 5000 | 100 | Glossy |
| 6 (0.236 in) | 2.3~2.5 (91~98 in/min) | 4.5~5.5 (0.177~0.217 in) | 0.8 (0.031 in) | O2 | Double layer 1.2 | 0.6~0.9 | 3000 | 5000 | 100 | Glossy |
| 8 (0.315 in) | 2.1~2.2 (83~87 in/min) | 4.5~5.5 (0.177~0.217 in) | 0.8 (0.031 in) | O2 | Double layer 1.2 | 0.6~0.9 | 3000 | 5000 | 100 | Glossy |
| 10 (0.394 in) | 1.5~1.7 (59~67 in/min) | 2~3 (0.079~0.118 in) | 1.5 (0.059 in) | O2 | Double layer 3.0 | 0.6~0.9 | 2200~2400 | 5000 | 100 | Frosted surface |
| 12 (0.472 in) | 1.2~1.4 (47~55 in/min) | 2~3 (0.079~0.118 in) | 1.5 (0.059 in) | O2 | Double layer 3.0 | 0.6~0.9 | 2200~2400 | 5000 | 100 | Frosted surface |
| 14 (0.551 in) | 1~1.1 (39~43 in/min) | 2~3 (0.079~0.118 in) | 1.5 (0.059 in) | O2 | Double layer 4.0 | 0.6~0.9 | 2200~2400 | 5000 | 100 | Frosted surface |
| 16 (0.63 in) | 0.85~0.9 (33~35 in/min) | 2~3 (0.079~0.118 in) | 1.5 (0.059 in) | O2 | Double layer 4.0 | 0.6~0.9 | 2200~2400 | 5000 | 100 | Frosted surface |
| 18 (0.709 in) | 0.7~0.75 (28~30 in/min) | 2~3 (0.079~0.118 in) | 1.5 (0.059 in) | O2 | Double layer 4.0 | 0.6~0.9 | 2200~2400 | 5000 | 100 | Frosted surface |
| 20 (0.787 in) | 0.6~0.65 (24~26 in/min) | 2~3.5 (0.079~0.138 in) | 1.5 (0.059 in) | O2 | Double layer 4.0 | 0.6~0.9 | 2200~2400 | 5000 | 100 | Frosted surface |
| 22 (0.866 in) | 0.5~0.55 (20~22 in/min) | 2~3.5 (0.079~0.138 in) | 1.5 (0.059 in) | O2 | Double layer 4.0 | 0.6~0.9 | 2200~2400 | 5000 | 100 | Frosted surface |
| 25 (0.984 in) | 0.45~0.5 (18~20 in/min) | 2~3.5 (0.079~0.138 in) | 1.5 (0.059 in) | O2 | Double layer 5.0 | 0.6~0.9 | 2200~2500 | 5000 | 100 | Frosted surface |
Stainless Steel — SUS304
| Thickness mm (in) | Speed m/min (in/min) | Focus Pos. mm (in) | Cut Height mm (in) | Gas | Nozzle | Pressure (bar) | Power (W) | Freq. (Hz) | Duty (%) | Effect |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 (0.039 in) | 35~37 (1378~1457 in/min) | 0~-1 (0~-0.039 in) | 0.5 (0.02 in) | N2 | single layer 1.0/1.2/1.5 | 12~16 | 3000 | 5000 | 100 | No residue |
| 2 (0.079 in) | 13~15 (512~591 in/min) | -1.5~-2 (-0.059~-0.079 in) | 0.5 (0.02 in) | N2 | single layer 1.5/2.0 | 12~16 | 3000 | 5000 | 100 | No residue |
| 3 (0.118 in) | 7~8 (276~315 in/min) | -2.5~-3 (-0.098~-0.118 in) | 0.5 (0.02 in) | N2 | single layer 2.0/2.5/3.0 | 16~20 | 3000 | 5000 | 100 | No residue |
| 4 (0.157 in) | 4.5~5.5 (177~217 in/min) | -3.5~-4 (-0.138~-0.157 in) | 0.5 (0.02 in) | N2 | single layer 3.0 | 16~20 | 3000 | 5000 | 100 | No residue |
| 6 (0.236 in) | 1.7~1.9 (67~75 in/min) | -5~-5.5 (-0.197~-0.217 in) | 0.5 (0.02 in) | N2 | single layer 3.5/4.0 | 16~20 | 3000 | 5000 | 100 | No residue |
| 8 (0.315 in) | 0.8~1.0 (31~39 in/min) | -6~-7 (-0.236~-0.276 in) | 0.5 (0.02 in) | N2 | single layer 4.0 | 16~20 | 3000 | 5000 | 100 | No residue |
| 10 (0.394 in) | 0.6~0.7 (24~28 in/min) | -7.5~-8.5 (-0.295~-0.335 in) | 0.5 (0.02 in) | N2 | single layer 4.0 | 16~20 | 3000 | 5000 | 100 | A small amount of slag |
Aluminum — 6061
| Thickness mm (in) | Speed m/min (in/min) | Focus Pos. mm (in) | Cut Height mm (in) | Gas | Nozzle | Pressure (bar) | Power (W) | Freq. (Hz) | Duty (%) | Effect |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 (0.039 in) | 30~33 (1181~1299 in/min) | -0.5~-1 (-0.02~-0.039 in) | 0.5 (0.02 in) | N2 | single layer 1.0/1.2/1.5 | 12~16 | 3000 | 5000 | 100 | — |
| 2 (0.079 in) | 10~12 (394~472 in/min) | -1~-1.5 (-0.039~-0.059 in) | 0.5 (0.02 in) | N2 | single layer 1.5/2.0 | 12~16 | 3000 | 5000 | 100 | — |
| 3 (0.118 in) | 5.5~5.9 (217~232 in/min) | -2.5~-3 (-0.098~-0.118 in) | 0.5 (0.02 in) | N2 | single layer 2.0/2.5/3.0 | 16~20 | 3000 | 5000 | 100 | — |
| 4 (0.157 in) | 2.8~3.2 (110~126 in/min) | -3.5~-4 (-0.138~-0.157 in) | 0.5 (0.02 in) | N2 | single layer 3.0 | 16~20 | 3000 | 5000 | 100 | — |
| 6 (0.236 in) | 0.7~0.8 (28~31 in/min) | -5~-5.5 (-0.197~-0.217 in) | 0.5 (0.02 in) | N2 | single layer 3.5/4.0 | 16~20 | 3000 | 5000 | 100 | — |
| 8 (0.315 in) | 0.5~0.6 (20~24 in/min) | -6~-7 (-0.236~-0.276 in) | 0.5 (0.02 in) | N2 | single layer 4.0 | 16~20 | 3000 | 5000 | 100 | — |
6000W Cutting Parameters
Carbon Steel — Q235B
| Thickness mm (in) | Speed m/min (in/min) | Focus Pos. mm (in) | Cut Height mm (in) | Gas | Nozzle | Pressure (bar) | Power (W) | Freq. (Hz) | Duty (%) | Effect |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 (0.039 in) | 46~48 (1811~1890 in/min) | 0 (0 in) | 0.5 (0.02 in) | N2 | single layer 2.0 | 12~16 | 6000 | 5000 | 100 | Glossy |
| 2 (0.079 in) | 35~37 (1378~1457 in/min) | -1.5 (-0.059 in) | 0.5 (0.02 in) | N2 | single layer 2.0 | 12~16 | 6000 | 5000 | 100 | Glossy |
| 3 (0.118 in) | 4.2~4.5 (165~177 in/min) | 4.0~5.5 (0.157~0.217 in) | 0.6~0.8 (0.024~0.031 in) | O2 | Double layer 1.0/1.2 | 0.7~0.9 | 3000~3200 | 5000 | 100 | Glossy |
| 4 (0.157 in) | 3.5~3.7 (138~146 in/min) | 4.0~5.5 (0.157~0.217 in) | 0.6~0.8 (0.024~0.031 in) | O2 | Double layer 1.0/1.2 | 0.7~0.9 | 3900~4200 | 5000 | 100 | Glossy |
| 5 (0.197 in) | 3.2~3.3 (126~130 in/min) | 4.0~5.5 (0.157~0.217 in) | 0.6~0.8 (0.024~0.031 in) | O2 | Double layer 1.0/1.2 | 0.7~0.9 | 4000~4200 | 5000 | 100 | Glossy |
| 6 (0.236 in) | 2.6~2.8 (102~110 in/min) | 4.0~5.5 (0.157~0.217 in) | 0.6~0.8 (0.024~0.031 in) | O2 | Double layer 1.0/1.2 | 0.7~0.9 | 4000~4200 | 5000 | 100 | Glossy |
| 8 (0.315 in) | 2.4~2.5 (94~98 in/min) | 5.5~6.5 (0.217~0.256 in) | 0.6~0.8 (0.024~0.031 in) | O2 | Double layer 1.2 | 0.7~0.9 | 4000~4200 | 5000 | 100 | Glossy |
| 10 (0.394 in) | 2.2~2.3 (87~91 in/min) | 5.5~6.5 (0.217~0.256 in) | 0.6~0.8 (0.024~0.031 in) | O2 | Double layer 1.2 | 0.7~0.9 | 6000 | 5000 | 100 | Glossy |
| 12 (0.472 in) | 1.9~2.0 (75~79 in/min) | 6~7 (0.236~0.276 in) | 0.6~0.8 (0.024~0.031 in) | O2 | Double layer 1.2 | 0.7~0.9 | 6000 | 5000 | 100 | Glossy |
| 14 (0.551 in) | 0.9~1.0 (35~39 in/min) | 4.0~5.5 (0.157~0.217 in) | 0.6~1.2 (0.024~0.047 in) | O2 | Double layer 3.0 | 0.7~0.9 | 2200~2600 | 5000 | 100 | Frosted surface |
| 16 (0.63 in) | 0.8~0.9 (31~35 in/min) | 3.0~5.5 (0.118~0.217 in) | 1.2~1.5 (0.047~0.059 in) | O2 | Double layer 3.0/3.5 | 0.7~0.9 | 2200~2600 | 5000 | 100 | Frosted surface |
| 18 (0.709 in) | 0.7~0.8 (28~31 in/min) | 3.0~4.5 (0.118~0.177 in) | 1.2~1.5 (0.047~0.059 in) | O2 | Double layer 3.5/4.0 | 0.7~0.9 | 2200~2600 | 5000 | 100 | Frosted surface |
| 20 (0.787 in) | 0.6~0.65 (24~26 in/min) | 2~3.5 (0.079~0.138 in) | 1.2~1.5 (0.047~0.059 in) | O2 | Double layer 4.0 | 0.7~0.9 | 2200~2600 | 5000 | 100 | Frosted surface |
| 22 (0.866 in) | 0.55~0.6 (22~24 in/min) | 2~3.5 (0.079~0.138 in) | 1.2~1.5 (0.047~0.059 in) | O2 | Double layer 4.0 | 0.7~0.9 | 2200~2600 | 5000 | 100 | Frosted surface |
| 25 (0.984 in) | 0.5~0.55 (20~22 in/min) | 2~3.5 (0.079~0.138 in) | 1.2~1.5 (0.047~0.059 in) | O2 | Double layer 5.0 | 0.7~0.9 | 2200~2600 | 5000 | 100 | Frosted surface |
Stainless Steel — S304
| Thickness mm (in) | Speed m/min (in/min) | Focus Pos. mm (in) | Cut Height mm (in) | Gas | Nozzle | Pressure (bar) | Power (W) | Freq. (Hz) | Duty (%) | Effect |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 (0.039 in) | 45~47 (1772~1850 in/min) | 0~-1 (0~-0.039 in) | 0.5 (0.02 in) | N2 | single layer 1.5 | 12~16 | 6000 | 5000 | 100 | No residue |
| 2 (0.079 in) | 35~37 (1378~1457 in/min) | -1.5~-2 (-0.059~-0.079 in) | 0.5 (0.02 in) | N2 | single layer 2.0 | 12~16 | 6000 | 5000 | 100 | No residue |
| 3 (0.118 in) | 18~20 (709~787 in/min) | -2.5~-3 (-0.098~-0.118 in) | 0.5 (0.02 in) | N2 | single layer 2.0 | 12~16 | 6000 | 5000 | 100 | No residue |
| 4 (0.157 in) | 14~15 (551~591 in/min) | -3.5~-4 (-0.138~-0.157 in) | 0.5 (0.02 in) | N2 | single layer 2.0 | 12~16 | 6000 | 5000 | 100 | No residue |
| 5 (0.197 in) | 8~10 (315~394 in/min) | -3.5~-4 (-0.138~-0.157 in) | 0.5 (0.02 in) | N2 | single layer 2.0 | 12~16 | 6000 | 5000 | 100 | No residue |
| 6 (0.236 in) | 6~6.5 (236~256 in/min) | -5~-5.5 (-0.197~-0.217 in) | 0.5 (0.02 in) | N2 | single layer 3.0 | 12~16 | 6000 | 5000 | 100 | No residue |
| 8 (0.315 in) | 4~4.2 (157~165 in/min) | -6~-7 (-0.236~-0.276 in) | 0.5 (0.02 in) | N2 | single layer 3.0 | 16~20 | 6000 | 5000 | 100 | No residue |
| 10 (0.394 in) | 1.8~2.0 (71~79 in/min) | -7.5~-8.5 (-0.295~-0.335 in) | 0.5 (0.02 in) | N2 | single layer 3.0 | 16~20 | 6000 | 5000 | 100 | No residue |
| 12 (0.472 in) | 1.1~1.3 (43~51 in/min) | -7.5~-8.5 (-0.295~-0.335 in) | 0.5 (0.02 in) | N2 | single layer 3.5 | 16~20 | 6000 | 5000 | 100 | No residue |
| 14 (0.551 in) | 0.9~1.0 (35~39 in/min) | -9~-10 (-0.354~-0.394 in) | 0.5 (0.02 in) | N2 | single layer 3.5 | 16~20 | 6000 | 5000 | 100 | No residue |
| 16 (0.63 in) | 0.8~0.85 (31~33 in/min) | -10~-11 (-0.394~-0.433 in) | 0.5 (0.02 in) | N2 | single layer 4.0 | 16~20 | 6000 | 5000 | 100 | A small amount of slag |
| 20 (0.787 in) | 0.5~0.6 (20~24 in/min) | -11~-13 (-0.433~-0.512 in) | 0.5 (0.02 in) | N2 | single layer 5.0 | 16~20 | 6000 | 5000 | 100 | A small amount of slag |
Aluminum — 6061
| Thickness mm (in) | Speed m/min (in/min) | Focus Pos. mm (in) | Cut Height mm (in) | Gas | Nozzle | Pressure (bar) | Power (W) | Freq. (Hz) | Duty (%) | Effect |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 (0.039 in) | 50~52 (1969~2047 in/min) | 0~-1 (0~-0.039 in) | 0.5 (0.02 in) | Air | single layer 1.5 | 12~16 | 6000 | 5000 | 100 | — |
| 2 (0.079 in) | 28~29 (1102~1142 in/min) | -1.5~-2 (-0.059~-0.079 in) | 0.5 (0.02 in) | Air | single layer 2.0 | 12~16 | 6000 | 5000 | 100 | — |
| 3 (0.118 in) | 15~17 (591~669 in/min) | -2.5~-3 (-0.098~-0.118 in) | 0.5 (0.02 in) | Air | single layer 2.0 | 12~16 | 6000 | 5000 | 100 | — |
| 4 (0.157 in) | 9~10 (354~394 in/min) | -3.5~-4 (-0.138~-0.157 in) | 0.5 (0.02 in) | Air | single layer 2.0 | 12~16 | 6000 | 5000 | 100 | — |
| 5 (0.197 in) | 6~6.5 (236~256 in/min) | -3.5~-4 (-0.138~-0.157 in) | 0.5 (0.02 in) | Air | single layer 2.5 | 12~16 | 6000 | 5000 | 100 | — |
| 6 (0.236 in) | 4.5~5 (177~197 in/min) | -5~-5.5 (-0.197~-0.217 in) | 0.5 (0.02 in) | Air | single layer 2.5 | 12~16 | 6000 | 5000 | 100 | — |
| 8 (0.315 in) | 2.8~2.9 (110~114 in/min) | -6~-7 (-0.236~-0.276 in) | 0.5 (0.02 in) | Air | single layer 2.5 or 3.0 | 16~20 | 6000 | 5000 | 100 | — |
| 10 (0.394 in) | 1.9~2 (75~79 in/min) | -7.5~-8.5 (-0.295~-0.335 in) | 0.5 (0.02 in) | Air | single layer 3.0 or 3.5 | 16~20 | 6000 | 5000 | 100 | — |
| 12 (0.472 in) | 1.1~1.2 (43~47 in/min) | -7.5~-8.5 (-0.295~-0.335 in) | 0.5 (0.02 in) | Air | single layer 3.0 or 3.5 | 16~20 | 6000 | 5000 | 100 | — |
| 14 (0.551 in) | 0.8~1.0 (31~39 in/min) | -9~-10 (-0.354~-0.394 in) | 0.5 (0.02 in) | Air | single layer 3.0 or 3.5 | 16~20 | 6000 | 5000 | 100 | — |
| 16 (0.63 in) | 0.5~0.6 (20~24 in/min) | -9~-10 (-0.354~-0.394 in) | 0.5 (0.02 in) | Air | single layer 4.0 | 16~20 | 6000 | 5000 | 100 | — |
Brass
| Thickness mm (in) | Speed m/min (in/min) | Focus Pos. mm (in) | Cut Height mm (in) | Gas | Nozzle | Pressure (bar) | Power (W) | Freq. (Hz) | Duty (%) | Effect |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 (0.039 in) | 45~55 (1772~2165 in/min) | 0~-1 (0~-0.039 in) | 0.5 (0.02 in) | N2 | single layer 1.5 | 12~16 | 6000 | 5000 | 100 | — |
| 2 (0.079 in) | 25~35 (984~1378 in/min) | -1.5~-2 (-0.059~-0.079 in) | 0.5 (0.02 in) | N2 | single layer 2.0 | 12~16 | 6000 | 5000 | 100 | — |
| 3 (0.118 in) | 17~20 (669~787 in/min) | -2.5~-3 (-0.098~-0.118 in) | 0.5 (0.02 in) | N2 | single layer 2.0 | 16~20 | 6000 | 5000 | 100 | — |
| 4 (0.157 in) | 10~12 (394~472 in/min) | -3.5~-4 (-0.138~-0.157 in) | 0.5 (0.02 in) | N2 | single layer 2.0 | 16~20 | 6000 | 5000 | 100 | — |
| 5 (0.197 in) | 7~8 (276~315 in/min) | -3.5~-4 (-0.138~-0.157 in) | 0.5 (0.02 in) | N2 | single layer 2.5 | 16~20 | 6000 | 5000 | 100 | — |
| 6 (0.236 in) | 5~6 (197~236 in/min) | -5~-5.5 (-0.197~-0.217 in) | 0.5 (0.02 in) | N2 | single layer 2.5 | 16~20 | 6000 | 5000 | 100 | — |
| 8 (0.315 in) | 2~3 (79~118 in/min) | -6~-7 (-0.236~-0.276 in) | 0.5 (0.02 in) | N2 | single layer 2.5 or 3.0 | 16~20 | 6000 | 5000 | 100 | — |
| 10 (0.394 in) | 1.6~2 (63~79 in/min) | -7.5~-8.5 (-0.295~-0.335 in) | 0.5 (0.02 in) | N2 | single layer 3.0 or 3.5 | 16~20 | 6000 | 5000 | 100 | — |
| 12 (0.472 in) | 1.3~1.7 (51~67 in/min) | -7.5~-8.5 (-0.295~-0.335 in) | 0.5 (0.02 in) | N2 | single layer 3.0 or 3.5 | 16~20 | 6000 | 5000 | 100 | — |
| 14 (0.551 in) | 0.8~1.0 (31~39 in/min) | -9~-10 (-0.354~-0.394 in) | 0.5 (0.02 in) | N2 | single layer 3.0 or 3.5 | 16~20 | 6000 | 5000 | 100 | — |
| 16 (0.63 in) | 0.5~0.6 (20~24 in/min) | -9~-10 (-0.354~-0.394 in) | 0.5 (0.02 in) | N2 | single layer 4.0 | 16~20 | 6000 | 5000 | 100 | — |
■ Optimal ■ Caution — reduced quality ■ Maximum thickness / poor quality expected
Machine specifications
- CO2 laser 300W or 500W or 600W + Fiber laser 3000W or 6000W
- Autofocus laser head
- AU3TECH cutting head and controller with remote DSP panel
- RUIDA controller for CO2 laser
- SLW 300W or 500W or 600W CO2 laser tube
- Large CCD camera (Optional)
- TBI ball screw transmission for Z axis
- Helical Rack and Pinion Transmission for X, Y axis
- Dual driver for Y-axis
- MOTO Reducer
- LAPPING 25mm (0.98") guide rails
- DELTA 750W servo motor and drivers
- AIRTAC pneumatic elements
- 2 water chillers
- Industrial computer with Wi-Fi
- Oil-free air compressor for CO2 laser
- 380V 3-phase and 220V 1-phase 60Hz
Computer running
- CO2 laser software: RUIDA RDWorks
- Fiber laser software: AU3TECH SC2000

Consumable parts
- 10 pcs cutting nozzles
- 5 pcs of protection lens
- 2 pcs of ceramic ring
Ascent warranty
- Machine: Two years
- Fiber laser generator: Two years
- CO2 laser tubes: One year (12,000 hours)